Dokumosa
-
Liczba zawartości
12 679 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
6
Typ zawartości
Profile
Forum
Galeria
Blogi
Kalendarz
Collections
Zawartość dodana przez Dokumosa
-
Środkowy blat w korbie 3x ma linię 50mm. To b.dobra linia dla 1x. Jeśli preferujesz miękkie przełożenia to możesz dać podkładki przesuwając zębatkę w kierunku ramy. Ale tam miejsce jest mocno ograniczone przez rurkę łańcuchową tylnego widelca.
-
Wystarczy że zamontujes w miejsce środkowego blatu. Łańcuch do skrócenia.
-

[zakupy cz5] co kupiłeś ostatnio z części rowerowych
Dokumosa odpowiedział Puklus → na temat → Rowerowe forum na max - ogólna dyskusja
Nie wierzę... Mistrz druciarstwa będzie używał prasy do misek/łożysk -
Z 11s pod ręką mam tylko CS-M8000 11-46, CS-M5100 11-51 i CS-M5100 11-42, bez nakrętek masa kształtuje się odpowiednio: 434g, 604g oraz 540g. Przy czym nakrętka od XT waży 6g a nakrętka od Deore 14g.



-
Żaden. Jakiś buraczyna przykręcił nieodpowiednimi nakrętkami. Odkręcić musisz metodami druciarskimi i kupić prawidłowe nakrętki pod klucz do suportów ht2.
-
LandCruiser to kiepska opona. Bardzo wrażliwa na niskie ciśnienie, nietrwała. Wybierz sobie coś z Marathinóe - to niezawodne indługowieczne gumy.
-
względnie przyłap klucz szpilką przeciągniętą przez oś koła, zamocuj klusz w imadle i kręć kołem.
-
[Koła] Koła przystosowane do sztywnych osi do ramy na szybkozamykacz
Dokumosa odpowiedział archieee → na temat → Koła rowerowe
Oś 142 = 135 a oś 148 = 141. Kwestia end-capów. -
[Koła] Koła przystosowane do sztywnych osi do ramy na szybkozamykacz
Dokumosa odpowiedział archieee → na temat → Koła rowerowe
W przypadku mtb sensu brak - nie użyjesz tych kół w nowym rowerze i spokojnie możesz brać (jeśli musisz) koła pod qr. W szosie/gravelu wspóldzesne standardy mają osie przelotowe takiej samej długości jak te na szybkozamykacz więc komwersja jest możliwa. Wszystkie piasty dt są konwertowalne do qr poprzez wymianę end-capów. -
Przesunąc się może na etapie zakładania opony. Podczas pompowania będzie dociskana do obręczy. Nic się nie przesunie.
-
Nie bądź zaskoczony. Obwód koła bedzi zależał od szerokości wewnętrznej obręczy, ciśnienia i przedewszystki profilu gumy i bieżnika. W każdym razie te 5mm w tą czy w tamtą przy 2,2m to jest 0,2%.
-
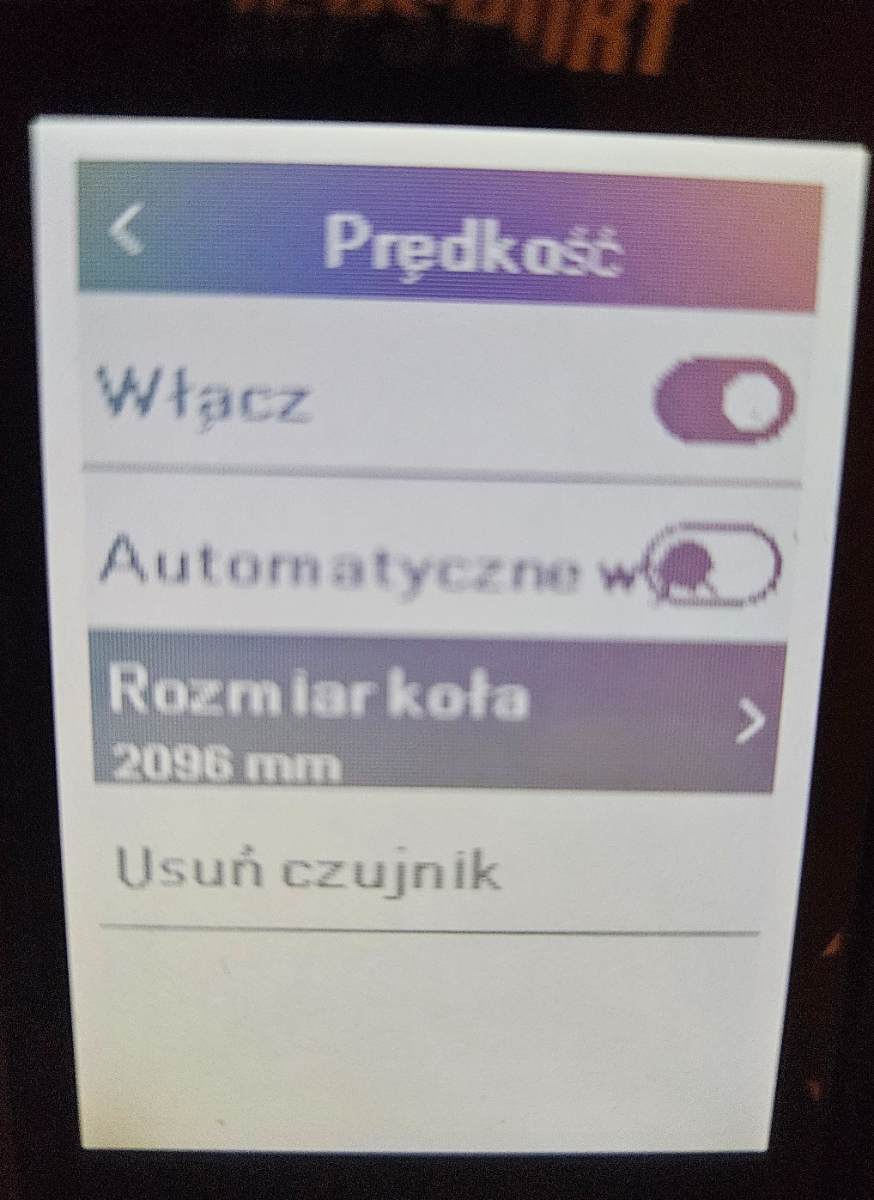
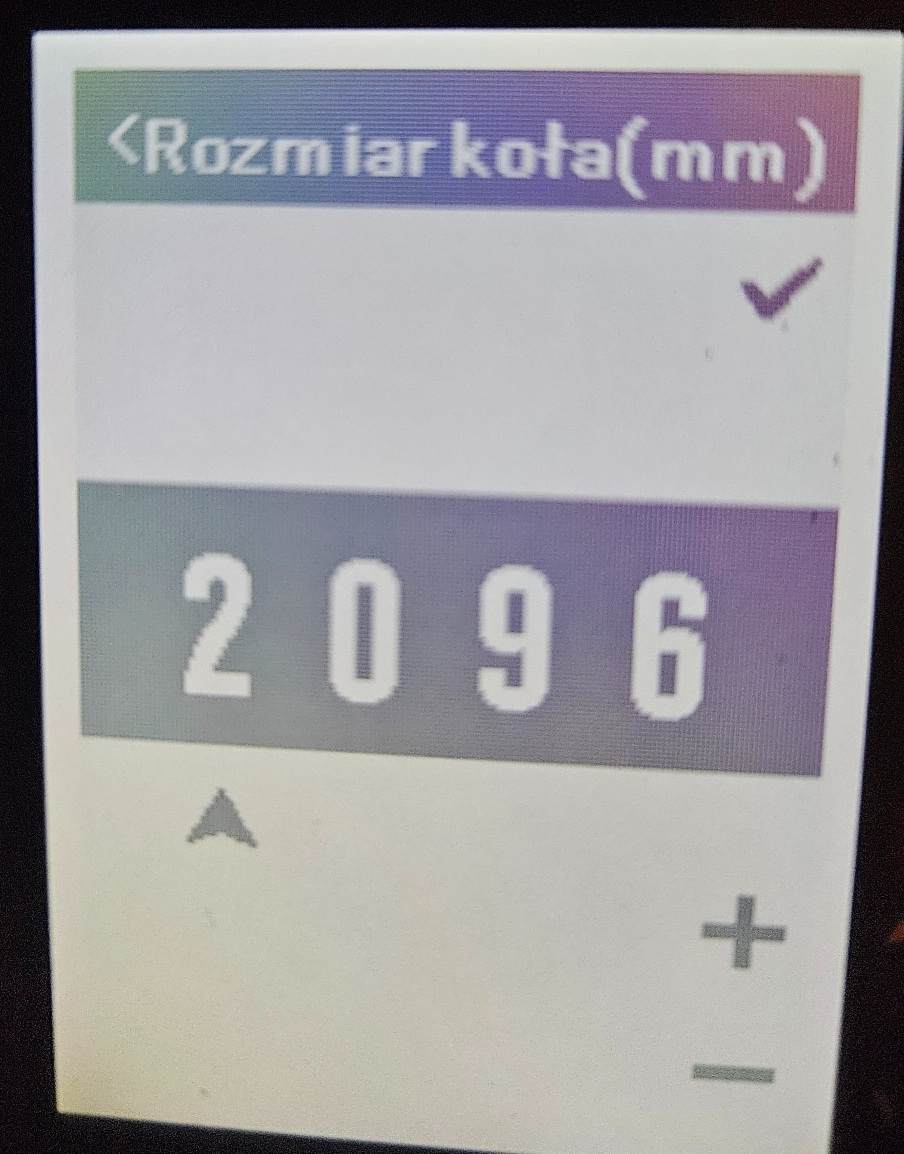
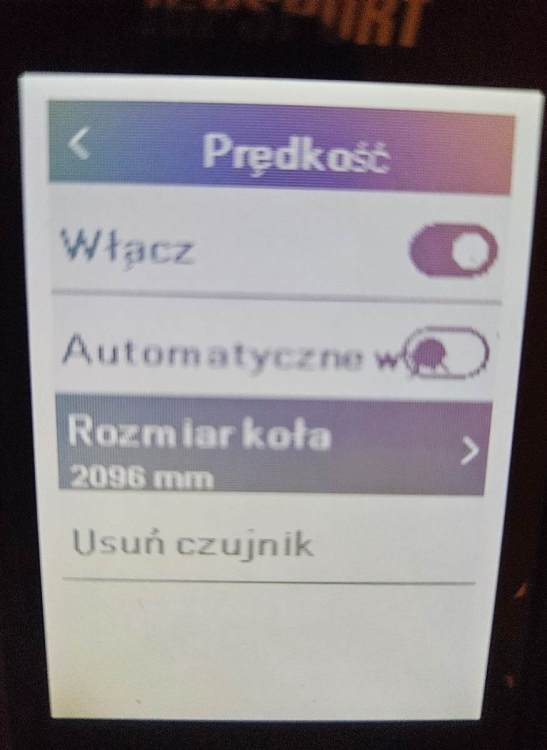
Odnośnie powiadomień - tak licznik musi być cały czas połączony po BT z uruchomioną apką. Na liczniku wchodzisz w czujnik prędkości, wyłączasz opcje automatyczne coś tam i wchodzisz w rozmiar koła - zadajesz go co do mm. Teoretycznie tak. W praktyce mało realne. Możesz do pomiaru zredukować ciśnienie w gumie.
-
Taką żeby zakryła otwory + margines ze 2mm z każdej str.
-
[Serwis] Sid - oring pod kapturkiem wentyla?
Dokumosa odpowiedział rolfzrybnika → na temat → Rock Shox
Teoretycznie co każde rozebranie. One się trwale odkształcają przy skręcaniu. W praktyce wiele razy składają.na tych samych i olej nie wylatuje... W każdym razie toto kosztuje parę zł (kiedyś kupiwałem po 50gr ten bez kołnierza i po 1,50zł z kołnierzem dzisiaj chyba coś około 2zĺ te prostsze. Więc co te 50h jazdy można wysupłać taką kwotę extra. -
[Serwis] Sid - oring pod kapturkiem wentyla?
Dokumosa odpowiedział rolfzrybnika → na temat → Rock Shox
A to na pewno oringi nie plastikowe podkładki pod śruby dolnych goleni? -
[widelec] wymiana amortyzatora na karbonowy widelec w MTB.
Dokumosa odpowiedział Pawelekgit → na temat → Sprzęt rowerowy
Nowego markhora jak ktoś wie gdzie szukać nabędzie za 600zł. Twoj jest używany, nie był nigdy serwisowany więc nie wiadomo w jakmi jest stanie i ma skróconą sterówkę więc to może ograniczać ew. zastosowanie. -
[widelec] wymiana amortyzatora na karbonowy widelec w MTB.
Dokumosa odpowiedział Pawelekgit → na temat → Sprzęt rowerowy
Ad. 1 Czapkę śliwek Ad. 2. Żeby na tym jeździć i się nie zabić to najtańszy będzie Force... https://primal.pl/pl/p/Widelec-sztywny-carbon-FORCE-29-485mm/596 a jeśli ma być w pełni węglowy to: https://formicki-bike.pl/pl/p/Widelec-sztywny-Ritchey-WCS-Carbon-1-18-29/31740 -
[Zapieczona sztyca regulowana] Problem z dropperem
Dokumosa odpowiedział Ryszard99 → na temat → Sprzęt rowerowy
Jesli dziury brak to wykręcić supot, ktory też będzie zapieczony i wtedy lać WD40 przez mufę. -
[Zapieczona sztyca regulowana] Problem z dropperem
Dokumosa odpowiedział Ryszard99 → na temat → Sprzęt rowerowy
Raczej sztyca zapieczona ponizej tego rozcięcia w ramie.- 14 odpowiedzi
-
- 1
-

-
- dropper
- dropper post
- (i 9 więcej)
-
[Zapieczona sztyca regulowana] Problem z dropperem
Dokumosa odpowiedział Ryszard99 → na temat → Sprzęt rowerowy
Zapewne zależy od serwisu. W niektórych stosują metody kowalskie - bez młota nie robota. -
[Zapieczona sztyca regulowana] Problem z dropperem
Dokumosa odpowiedział Ryszard99 → na temat → Sprzęt rowerowy
Raczej ktoś zamontował sztycę na sucho i korozja elektrochemiczna zrobiła swoje. Ew. może był jakiś problem i użyto kleju. -
Jeśli regulacje nie pomogą to sprwdzić czy hak prosty.
-
[zakupy cz5] co kupiłeś ostatnio z części rowerowych
Dokumosa odpowiedział Puklus → na temat → Rowerowe forum na max - ogólna dyskusja
Chińska jakość polega na tym, że 1 na 20 produktów jest wadliwy... i nigdy nie wiesz który -
[zakupy cz5] co kupiłeś ostatnio z części rowerowych
Dokumosa odpowiedział Puklus → na temat → Rowerowe forum na max - ogólna dyskusja
Zakładając, że rower ważył 12kg to zdjąleś z jego masy 1,6%. Niczego to nie zmieni. Szkoda kasy na dentystów protetyków, kręgarzy, rechabilitację... -
Najlepiej kupić nowy łańcuch (co na pewno zrobi dobrze nowej zębatce) i skrócić do pożądanej długości wg manuala np. shimano.